International Valve Leakage Testing Standards - A Comparison
21 November 2024
Valve Testing and Acceptable Leakage Rates - Overview
From an engineering standpoint, nearly all valves exhibit some degree of leakage. In essence, terms such as "bubble tight" and "zero leakage" refer to the allowed leakage inside particular classes.
Previously, valve goods were categorized using Cold Working Pressure (CWP) ratings. An 800 PSI working pressure suitable for gas, oil, or water services was specified by the CWP code 800 PSI WOG. In contrast to the traditional CWP classification for steel valves, a completely different method based on ASME/ANSI pressure classifications is employed nowadays. For valves with screwed ends used in low-pressure applications, such as those up to 2000 PSI, CWP WOG ratings are still in use.
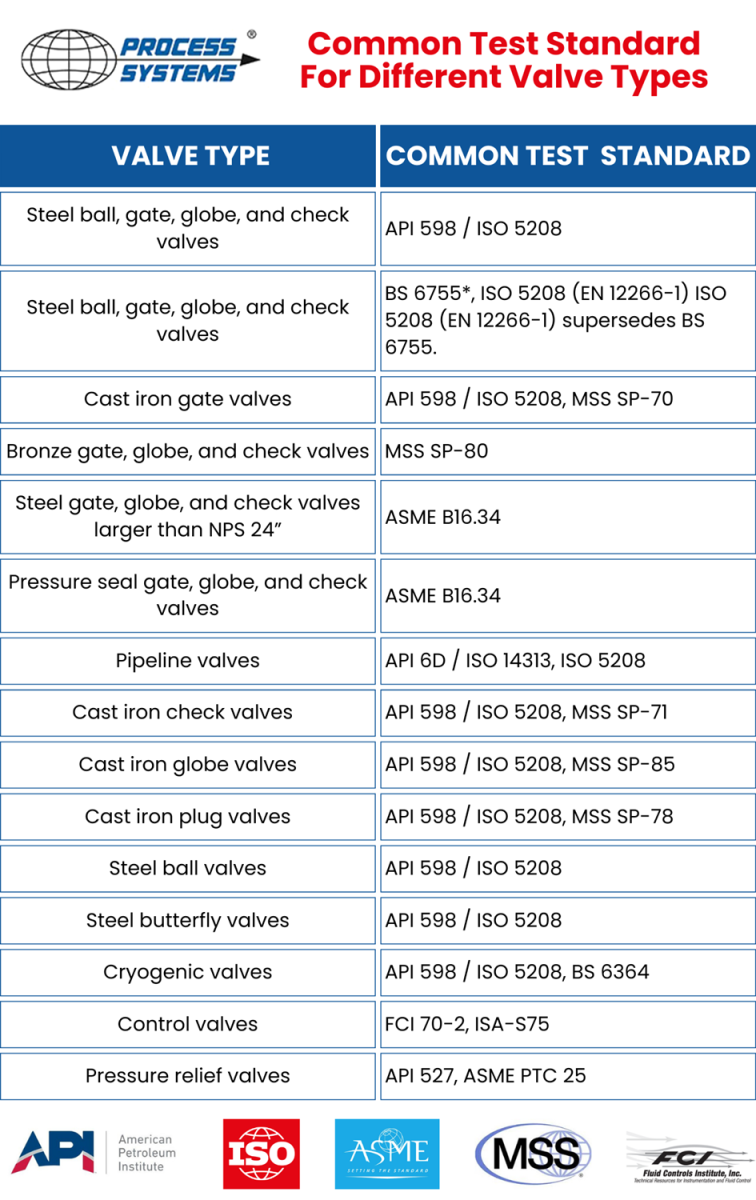
The rules of API 598, often known as the Valve Inspection & Test standard, are mostly followed while inspecting and testing steel valves. These standards enable a specific leakage allowance for metallic-seated valves bigger than ANSI 50 NB (2"). However, a stringent zero-leakage condition must be met by ball valves and other soft-seated kinds. In the meantime, MSS SP-61, which focuses on the pressure testing procedures for steel valves, is frequently used to examine bronze valves, including gate, globe, and check kinds.
The authorized standard for "Pipeline Valves," which includes trunnion-mounted ball valves, pressure-balanced lubricated plug valves, and pipeline slab gate valves, is API 6D. The rigorous need for zero leakage during closure (seating) tests in API 6D is a significant distinction from API 598's testing processes, despite their similarities. The robust seating materials commonly found in API 6D valve designs enable this. Full-port metal-seated API 6D check valves, however, are permitted to have some seat leakage. API 6D is still the recommended standard for pipeline valves, even though API 598 also requires soft-seated valves in refinery and downstream activities to have zero leakage.
With the exception of full-port API 6D swing check valves, globe valves and check valves are not subject to any API standards. As a result, producers frequently adopt British Standard BS 1873 for globe valves used in the petrochemical, petroleum, and associated sectors. Likewise, BS 1868 is a commonly used standard for check valves. Testing is usually carried out in accordance with API 598 for cast steel globes and check valves having ANSI B16.5 flanges or ANSI B16.25 butt-weld ends. Additionally, dual-conforming standards like ANSI B16.34, BS 1868, BS 1873, or API 600, or standards like API 600 and API 603, are frequently used to specify wall thickness.
Explanation of Zero and Low Leakage Test Standards
Leakage standards for soft-seated valves are governed by specifications such as API 598 (aligned with ISO 5208) and MSS SP-61, which stipulate that there must be no air bubbles or water droplets during the designated test circumstances for the minimum testing duration. These valves are hence frequently referred to as "zero leakage" valves. True zero leakage is technically impossible to achieve, though, because small amounts of material can still get past the packing or seat borders, especially when working with small-molecule gases like hydrogen or helium. Soft-seated valves are sometimes commonly referred to as "bubble-tight."
Class VI, the tightest leakage under FCI 70-2, is less commonly used to describe the leakage performance for soft-seated valves. Unlike metal-seated control valves or soft-seated shut-off valves, resilient seated control valves typically fall under this category. FCI 70-2 Class VI (formerly ANSI B16.104) permits a limited number of bubbles per minute, increasing with valve size, during the test. Though they allow it for metal-seated valves, API 598 and MSS SP-61 do not allow it for soft-seated valves.
Although it is commonly employed as a leakage acceptance test criterion for metal-seated isolation valves, including ball and butterfly valves, FCI 70-2 Class VI is used for soft-seated control valves. Since FCI 70-2 only calls for a low-pressure test, closing and seat tests ought to be carried out in accordance with API 598 or MSS SP-61.
The term "Class VI" is occasionally used to describe the leakage performance of soft-seated valves. Defined under FCI 70-2, this classification represents the strictest leakage criteria and is primarily associated with resilient-seated control valves, rather than metal-seated control valves or soft-seated shut-off valves. According to FCI 70-2 Class VI (formerly ANSI B16.104), a limited number of bubbles per minute is allowed during testing, with the permissible amount increasing with valve size.
However, this standard contrasts with API 598 and MSS SP-61, which do not allow leakage for soft-seated valves but permit it for metal-seated valves. Although Class VI is designed for soft-seated control valves, it is often applied as a leakage acceptance criterion for metal-seated isolation valves, such as ball and butterfly valves. Since FCI 70-2 only mandates low-pressure testing, additional closure and seat tests are typically conducted in accordance with API 598 or MSS SP-61.
Acceptable leakage rates are defined by ISO 5208 (EN 12266-1), which superseded BS 6755-1, and fall into different categories, such as "Rate A" and "Rate B." Rate A, which is similar to API 598's standards for resilient-seated valves, calls for "no visible leakage." Furthermore, API 6D now includes the ISO 5208 leakage classifications, which correspond to the EN 12266-1 leakage classifications for classes A through G.
ANSI/FCI 70-2-1976 Valve Leakage Classifications (Supersedes ANSI B16.104)
The ANSI/FCI 70-2-1976 standard, which replaced ANSI B16.104, establishes six classifications for valve seat leakage. Each class is designed for specific valve types and test conditions, as described below:
Class I:
This class mirrors the construction and design intent of Classes II, III, and IV but does not require a shop test to be performed.
Class II:
Intended for balanced single-port or double-port valves with metal-to-metal seats and metal piston ring seals. At 45 to 60 PSI, the test fluid—either water or air—is applied. There is a 0.5% permitted leakage of the valve's rated full-open capacity.
Class III:
Applicable to the same valve types as Class II but with stricter leakage limits, allowing only 0.1% of the rated valve capacity.
Class IV:
Single-port and balanced single-port valves with metal-to-metal seats and extra-tight piston seals fall under this category. Leakage must exceed 0.01% of the valve's rated capacity. The test fluid is either water or air, and the pressures vary from 45 to 50 PSIg, or the operational pressure if less. The term "metal-to-metal" is frequently used to describe it.
Class V:
This class employs water as the test fluid at 100 PSIg or the operational pressure and is designed for valves that resemble those in Class IV. At 5 x 10^-4 ml (0.0005 ml) per minute per inch of orifice diameter per PSI differential, the leakage limit is quite strict.
Class VI:
This class specifically uses nitrogen or air at a pressure equivalent to the operating pressure or 50 PSI, whichever is lower, for resilient-seated valves. Based on valve size, leakage restrictions range from 0.15 ml to 11.5 ml per minute for valves that are 1 to 12 inches in diameter. Also known as the "soft seat classification," Class VI is widely used as a leakage criterion for isolation and control valves with metal seats that require a high degree of shut-off tightness.
Each class provides precise leakage thresholds tailored to different valve designs and operational requirements.
There are six seat leakage classifications defined by ANSI/FCI 70-2 (supersedes ANSI B16.104). The six valve Leakage classifications are as follows:
.png)
API 598 Valve Leakage Rates
The testing and inspection requirements for several valve types, including gate, globe, check, ball, plug, and butterfly valves, are outlined in API 598 and mirrored in ISO 5208. API 598 requires that there be no discernible leakage during shell and backseat testing, which are relevant to gate and globe valves for the latter. This implies that throughout the test, there must be no indications of drips or moisture on the body's outside surfaces, body liner, or joints.
For'metal-to-metal' butterfly valves, the customer usually specifies the leakage rate. The testing methods for these valves are described in API 598 and comprise a hydrostatic seat test at 1.1 times the valve's maximum cold working pressure rating, a low-pressure seat test at 80 PSI, and a hydrostatic shell test at 1.5 times the maximum cold working pressure rating. The purpose of these tests is to confirm the valve's dependability at various pressure levels.
* The requirements for seat testing under API 598 vary depending on the valve type, size, and class. For instance, trunnion valves of 150 NB (6") and above have more stringent seat testing requirements. Please refer to our technical data sheet on test pressures for API 598. It should be noted that API 6D/ISO 5208 is the required standard for trunnion ball valves.
API 598’s allowable seat leakage rates are as follows:
.png)
WARNING: While API 598 provides guidelines for leakage acceptance rates, conducting a high-pressure hydrostatic seat test or a low-pressure pneumatic seat test is not mandatory unless specified at the time of order. Details regarding these tests can be found in the full standard. Although APV includes these tests as part of their standard procedures, many other manufacturers do not perform them unless explicitly requested.
The table above provides a detailed overview of leakage rate limits for various valve types and sizes as specified in the API 598 standard. It categorizes valves into resilient seated valves, all-metal seated valves (excluding check valves), and metal-seated check valves.
The data outlines the maximum permissible leakage rates during liquid and gas tests, expressed in drops, bubbles, cubic centimetres, or cubic meters per hour, based on the valve's diameter (DN in millimetres and NPS in inches). These guidelines ensure compliance with performance and safety standards, critical in industrial applications where precise valve performance is essential. Additional notes clarify testing conditions, including the equivalence of liquid and gas measurements and the significance of "no visible leakage" criteria.
Table 3 - Pressure Tests - provides a detailed overview of the required and optional pressure tests for valves categorized by type (Gate, Globe, Plug, Check, Floating Ball, Butterfly, and Trunnion Mounted Ball). The tests apply to valves with diameters of DN (NPS) ≤ 100 (NPS 4) for ASME Class ≤ 1500 and DN (NPS) > 100 (NPS 4) for ASME Class ≤ 600.
The table specifies the types of tests, including shell tests, backseat tests, low-pressure closure tests, and high-pressure closure tests, highlighting whether each is required, optional, or not applicable (NA) based on valve type and design features. Detailed notes clarify exceptions and conditions, such as mandatory high-pressure closure tests for lubricated plug valves and double block and bleed valves, as well as the impact of high-pressure testing on resilient-seated valves. This ensures comprehensive compliance with safety and operational standards in diverse industrial applications.
.png)
Table 4 - Pressure Tests outlines the required and optional pressure tests for different valve types, applicable to valves with DN (NPS) ≤ 100 (NPS 4) for ASME Class ≤ 1500 and DN (NPS) > 100 (NPS 4) for ASME Class ≤ 600. The table categorizes valves into six types: Gate, Globe, Plug, Check, Floating Ball, and Butterfly & Trunnion Mounted Ball.
It specifies tests such as the shell test, backseat test, low-pressure closure test, and high-pressure closure test. For each valve type, the table indicates whether each test is required or optional, with additional notes on exceptions, such as the mandatory high-pressure closure test for double block and bleed valves, and the impact of resilient-seated valves' high-pressure testing on sealing performance. The table is essential for ensuring compliance with pressure testing standards for industrial valves, addressing both general and specific operational conditions.
.png)
MSS SP-61 Valve Leakage Rates
Section 5 of the Manufacturer's Standardization Society's publication, Pressure Testing of Steel Valves - MSS SP-61-1999, discusses valve leakage. This document is MSS SP-61-2009. The standard gives precise instructions for assessing valve performance during pressure tests by outlining allowable leakage rates under particular testing circumstances. The type of valve and the test parameters affect these leakage limitations.
Metal-Seated Gate, Globe, and Butterfly Valves:
In its document titled Pressure Testing of Steel Valves - MSS SP-61-1999, the Manufacturer's Standardization Society discusses valve leakage in Section 5 of MSS SP-61-2009. By specifying permissible leakage rates under particular testing circumstances, the standard offers precise instructions for assessing valve performance during pressure tests. The test parameters and valve type affect these leakage limitations.
Metal-Seated Check Valves:
Check valves do not require a seat test (except for stop-check valves), although some manufacturers commonly specify a guaranteed maximum leakage rate.
API 6D / ISO 5208 Valve Leakage Rates
The leakage rate classifications for pipeline valves described in ISO 5208 are adopted by API 6D (see Table 5 for details). These guidelines closely correspond to ISO 14313, which was jointly created to handle the specifications of pipeline valves. Multiple leakage rate levels are defined by ISO 5208, with "Rate A," which denotes 0% leakage, being the standard for lubricated plug valves, pipeline-style (6D) gate valves, and soft-seated ball valves. Refer to Table 5 of the standard for more information on particular leakage rates.
A high-pressure hydraulic body test is required by API 6D and ISO 14313, in which the seat is tested at 1.1 times the valve's maximum cold working pressure and the body is tested at 1.5 times. A low-pressure pneumatic seat test is also necessary. According to ISO 5208, leaks are not allowed during the body test. According to these criteria, testing involving high-pressure gases is categorized as "special tests". It should be noted that the previous BS 6755 standard has been superseded by ISO 5208 (EN 12266-1).
.png)
Variations in Basic Test Parameters
Table 6 - Variations in Basic Test Parameters summarizes the differences in key testing parameters across various industry standards for valve testing, including ASME B16.34, API 598, MSS SP-61, ISO 5208, and API 6D. The table compares parameters such as gas pressure, allowable chlorides in test water, and temperature ranges. Gas pressure requirements vary from ≥80 PSI (ASME B16.34) to a range of 60-100 PSI (MSS SP-61), while ISO 5208 specifies 6 bar ± 1 bar (73-102 PSI).
Chloride content limits apply for specific standards, such as ≤100 ppm for austenitic stainless steel valves (API 598) and ≤30 ppm for wetted components of austenitic and duplex stainless steels (API 6D). Temperature ranges differ, from a maximum of 125°F (ASME B16.34) to a stricter range of 41-106°F (ISO 5208 and API 6D). These variations ensure compatibility with diverse operational conditions and material properties while adhering to safety and quality standards.
.png)
Leakage Comparison Metal vs Soft Seat
Table 7 - "Leakage Comparison Metal vs Soft Seat" provides a comprehensive comparison of leakage rates for valves with metal and soft seats across various standards, including API 598, API 6D, ISO 5208, FCI 70-2, and MSS SP-61. The data is presented based on valve diameters, from 2 inches (50 mm) to 40 inches (1000 mm), and includes leakage rates in terms of liquid drops, air bubbles, and millilitres per minute. Key highlights include:
Metal-Seated Valves
Leakage rates are specified under API 598 and API 6D/ISO 5208 standards, with drops per minute and air bubbles per minute outlined. API 6D refers to ISO 5208 "Rate D" for metal-seated valves.
Soft-Seated Valves
Leakage standards for soft-seated valves align with API 6D/ISO 5208 "Rate A," ensuring zero leakage, and with FCI 70-2 Class VI and V, which define allowable leakage rates under specific conditions.
Special Considerations
Leakage rates vary depending on valve size and differential pressure, with notes clarifying conditions such as the testing pressure for FCI 70-2 Class VI valves (3 bar) and the alignment of API 6D with ISO and EN standards.
The table highlights the differences in allowable leakage levels for metal and soft-seated valves, ensuring users select appropriate standards based on valve materials and operational requirements.
.png)
Conclusion: Leakage Acceptance Rates for Metal and Soft-Seated Valves
The acceptance of leakage in valves, whether metal or soft-seated, depends on the testing standards and application requirements. Standards such as API 598, API 6D, MSS SP-61, and FCI 70-2 provide comprehensive guidelines on acceptable leakage rates.
Soft-seated valves are generally held to a "zero leakage" or "bubble tight" standard, as defined by API 598, while metal-seated valves may permit a defined level of leakage depending on their class and intended use. Leakage classifications range from Class I to Class VI, each tailored to specific valve types, with Class VI being the most stringent for soft-seated control valves.
Testing standards like API 6D mandate strict zero-leakage requirements for resilient-seated pipeline valves, which are feasible due to the materials used, while other standards, such as MSS SP-61, specify certain permissible leakage rates, particularly for metal-seated valves.
The standards aim to balance practical valve performance with the operational integrity of systems, allowing different leakage rates based on the valve's design and intended application. Understanding these standards is crucial for engineers to select the appropriate valve and ensure compliance in diverse industrial environments.
Recent Blogs


Date Posted: 21 November 2024
International Valve Leakage Testing Standards
Date Posted: 10 November 2024
Understanding Industrial Grade Stainless SteeRelated Blogs
Date Posted: 21 November 2024
International Valve Leakage Testing Standards
Date Posted: 10 November 2024
Understanding Industrial Grade Stainless Stee
Date Posted: 29 October 2024
Comprehensive Guide to RAM Pumps
Date Posted: 30 June 2021
Drain Separators in Steam Lines
Date Posted: 3 November 2016
How Increasing Alternative Energy Production
Date Posted: 4 February 2015
How to Install a Solenoid Valve
Date Posted: 2 February 2015
What to look for in a good Thread
Date Posted: 3 March 2014
How Best to Install Valves on a Water Truck
Date Posted: 28 January 2014
Identifying the size of a thread


